This example shows how you can use the Validation and Design Guidance tabs:
Step 1: Validate Ap Pro Assumptions
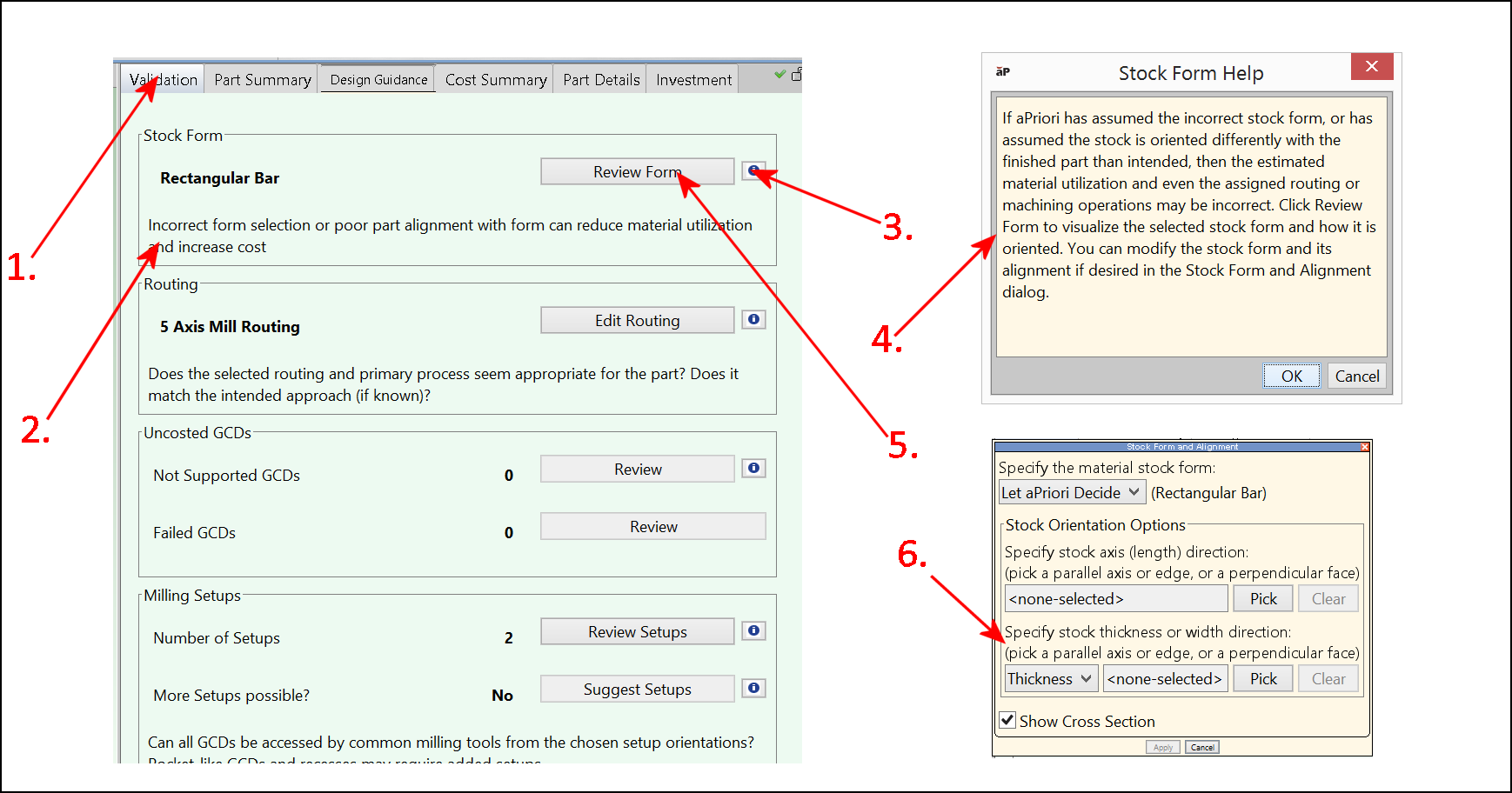
Use the Validation tab to validate aP Pro assumptions. The image below shows part of the Validation tab for Stock Machining:
Following is an example workflow:
Click the Validation tab.
-
Read the information in the first panel for a summary of aPriori's assumptions in a particular area, such as Stock Form, Routing, or Uncosted GCDs.
-
Click the Information Help button (
 ) in the first panel, and read the Help display for more detailed information on how this area can affect costs, and how best to proceed.
) in the first panel, and read the Help display for more detailed information on how this area can affect costs, and how best to proceed. -
Click the button to the right (for example, the Review/Modifybutton). A dialog appears that allows you to review and, in some cases, adjust aP Pro assumptions for this area.
-
Click Apply or OK. If you have made changes, aP Pro re-analyzes the component using your adjusted settings.
For process groups that include primary or secondary machining,
Section Descriptions for Stock Machining Validation
Stock Form and Alignment
Use this pane to review the existing choice and then easily make a change without searching the aPriori UI and system Help for the specific displays, settings, and guidance that you need.
In this example, aP Pro chose Plate stock for your part, but you feel that Rectangular Bar might be a better option.
Routing
Click Edit to view the Routing Selection window, allowing you to easily evaluate your options and choose a different routing
In this example, aP Pro chose a 3-Axis Mill for machining your part, but you have access to a 5-Axis Mill, and you think that this might be a better choice for this particular part.
Uncosted GCDs
A GCD could be uncosted for one of the following reasons:
-
Not Supported: the geometry for this feature was not recognized. The presence of such GCDs can decrease the validity of the analysis.
-
Failed GCD: no operation could be assigned to this GCD. The presence of such GCDs can decrease the validity of the analysis.
-
No Cost Features: no cost is associated with this GCD because it is assumed to be made as a "side effect" of an operation on another GCD (as with, for example, Indirect Filleting). Alternatively, no cost is associated with this feature because it is assumed to drive negligible cost. The presence of such GCDs decreases the validity of the analysis only to the extent that these assumptions are incorrect.
Tolerances
This section allows you to view and modify the tolerances applied to the part's GCDs.
Machining Details
For process groups that include primary or secondary machining, the Machining Details dialog provides a comprehensive view of the operation assignment, tool selection, and cutting parameter decisions determined by aPriori, making it easy for expert users to review these outputs for all machined GCDs in one central location.
Milling and Turning Setups:
aP Pro generally minimizes the number of recommended setups due to the cost of re-fixturing.
-
The Setups sections enable you to easily review and edit the aP Pro recommended setups.
-
The Milling Setups sections also allows you to review additional possible setups that aP Pro identified but did not choose.
For 4-axis and 5-axis mill routings, you may see different axes referenced in different parts of the Design Guidance user interface. For example, the Validation tab might list two axes (the active rotational axes), while the Active Setup Axes table in the Modify Setup Axes dialog box lists four axes, with two of them labeled “Unused”. This is because the dialog is displaying both the inactive primary and secondary principal (non-rotational) axes, as well as the active primary and secondary rotational axes. Inactive axes are labeled “(Unused)”. Both are displayed because the only way to specify which axes are rotational setups is by modifying the non-rotational setups.
Machined GCDS:
The Machined GCDs section consolidates the information displayed when you right click a Machining node of a GCD's operation sequence and select Edit Operation > Custom Outputs.
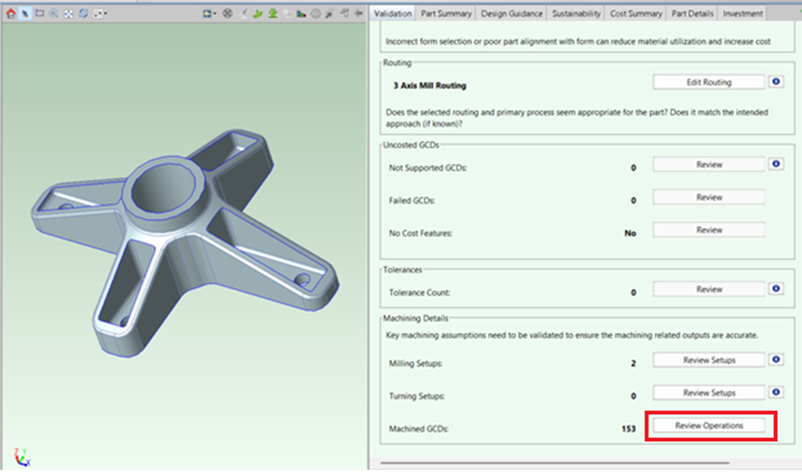
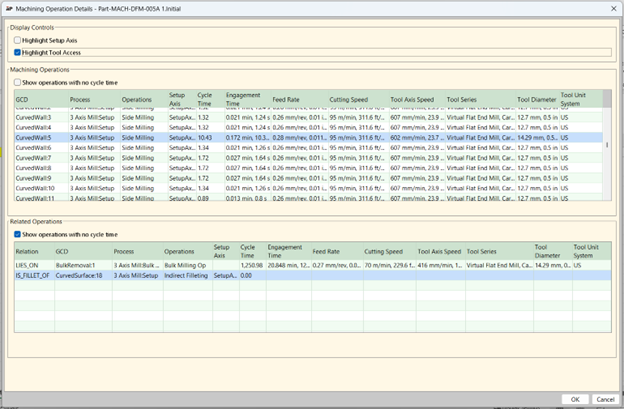
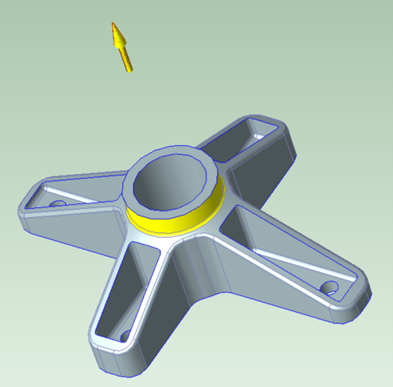
Click Review to view the Machining Operations Details dialog. Each GCD that is machined is included in the upper Machining Operations table, as shown below. Key information, such as the selected Operation, the selected Tool Series and Tool Diameter, Cutting Speed and Feed Rate, and operation Cycle Time is provided. Note this dialog is large as it displays a lot of information. aPriori recommends using a second monitor if possible so that the dialog can be displayed without obscuring the main aP Pro window.
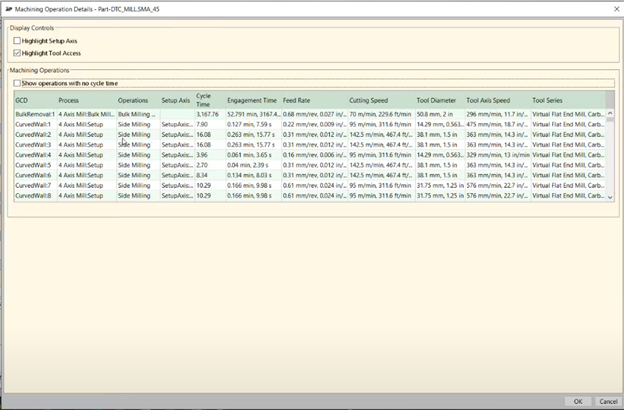
Consider, for example, a GCD such as CurvedWall:5. You can see from the Machining Operations table that this surface is machined with a Side Milling operation using a tool diameter of 0.563 inches, or 9/16 inches. When you select that row in the table, the surface is highlighted in the Viewer. If the Highlight Tool Access option is selected (checked), an arrow indicating the direction from which the tool approaches also is displayed.
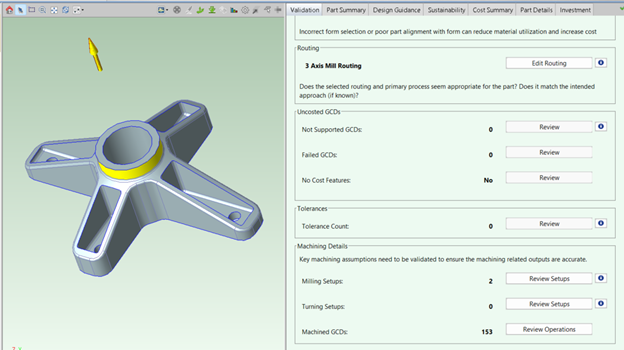
This visualization helps you confirm that the assigned operation is appropriate for the surface. If desired, you can inspect GCD properties, such as the height and diameter of the wall, in order to validate the tool series and tool size.
Selecting a GCD in the top table also displays related GCDs in the lower table. For example, the Relation column shows that CurvedSurface:18 is a fillet of CurvedWall:18, and is assigned an Indirect Filleting operation. When you select that row, both surfaces are displayed in the Viewer.
Step 2: Examine Design Guidance
Review Manufacturability and Cost-Driving Issues
Use the Design Guidance tab to review manufacturability and cost-driving issues:
-
Manufacturability Issues: Design issues that affect manufacturability, such as issues concerning wall thickness, corner radii, and draft angles. Such issues can lead to quality defects or make the part impossible to manufacture.
-
Potential Cost Drivers: Design issues that affect cost, as when for example, a user-specified tolerance is not achievable by a primary process alone and so requires extra machining, driving additional costs.
Follow these steps:
-
Click the Design Guidance tab.
The Manufacturability Issues table contains a row for each level of issue severity:
-
Critical: Issue that makes a feature unlikely to be manufacturable.
-
Major: Issue that poses a high risk of quality defects.
-
Minor: Issue that poses some risk of quality defects,
-
Unclassified: Issue that does not have a defined severity.
Click on a row to highlight in the Viewer all the GCDs with issues of a given severity.
-
-
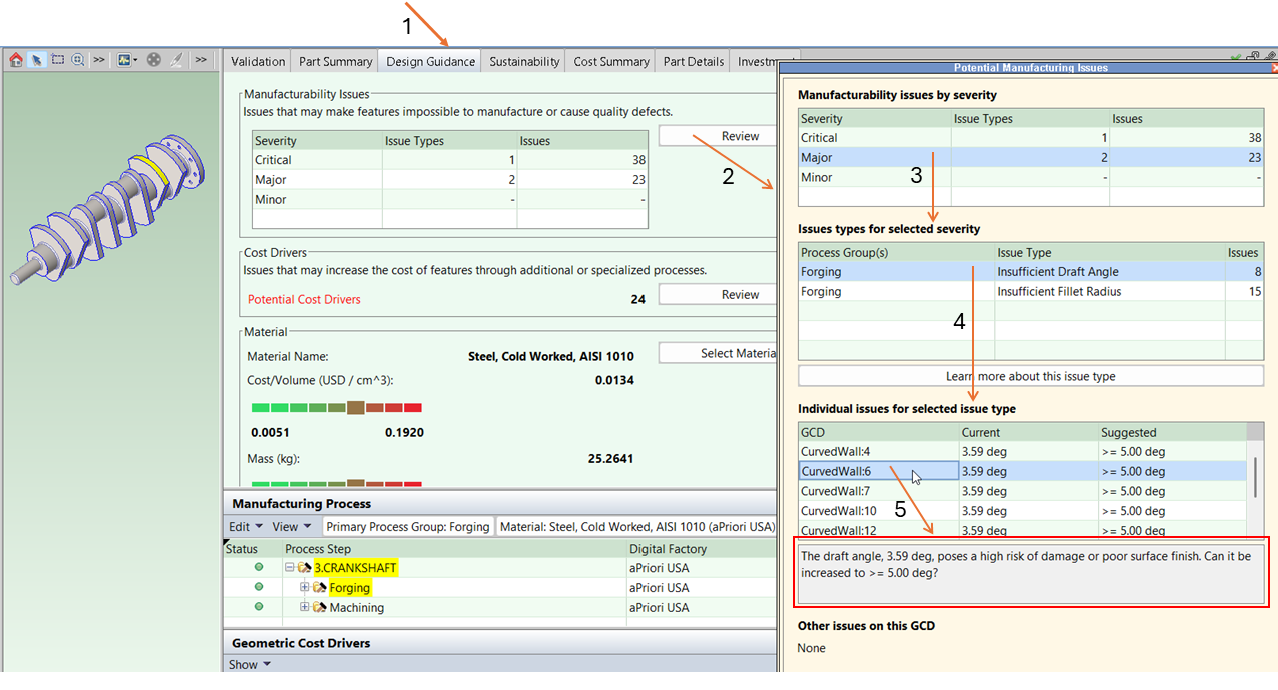
Click the Review button next to the Manufacturability Issues table.
The Potential Manufacturing Issues dialog appears and displays the table with a row for each severity level.
-
Click a populated row of the table to select a severity level. Two tables appear below it:
-
Issue types for selected severity: displays the types of issues that were found, such as Insufficient Draft Angle or Insufficient Fillet Radius, as well as the number of issues of each type that were found. You can click a row to select an issue type.
-
Individual issues for selected issue type: displays the GCD associated with each issue of the selected type, as well as the current and suggested values for the issue's associated threshold.
(Note that if you click a row that has no values for the Issue Types and Issues columns, no tables appear.)
-
-
In the table Issue types for selected severity, select an issue type, The table Individual issues for selected issue type displays a row for each individual issue of the selected issue type.
For a description of the selected issue type, click the button Learn more about this issue type.

Note: For Forging, Plastic Molding, and Sheet Metal, Digital Factory managers can use the lookup table adviceRulesto configure which issue types are evaluated by the process group. For example, draft angles can sometimes be noted on 2D drawings and not modeled in 3D CAD. In such cases, Digital Factory managers can deactivate draft angle feedback—see Configuring Design Guidance Display.
-
Click a row in the table Individual issues for selected type to select an individual issue. Below the table, a description of the issue appears, including:
-
Impact of the issue (for example, that it poses a high risk of damage or poor surface finish).
-
Suggested remedy (for example, increasing the draft angle to >= 5.00 degrees).
Selecting an individual issue also highlights the associated GCD in the Viewer.
-
-
If the GCD associated with the issue has other manufacturability issues, the Review all issues on this GCD button appears at the bottom of the dialog. Click it to display a table with all the GCD's manufacturability issues of any severity or issue type. Click an issue to display a description of it.
-
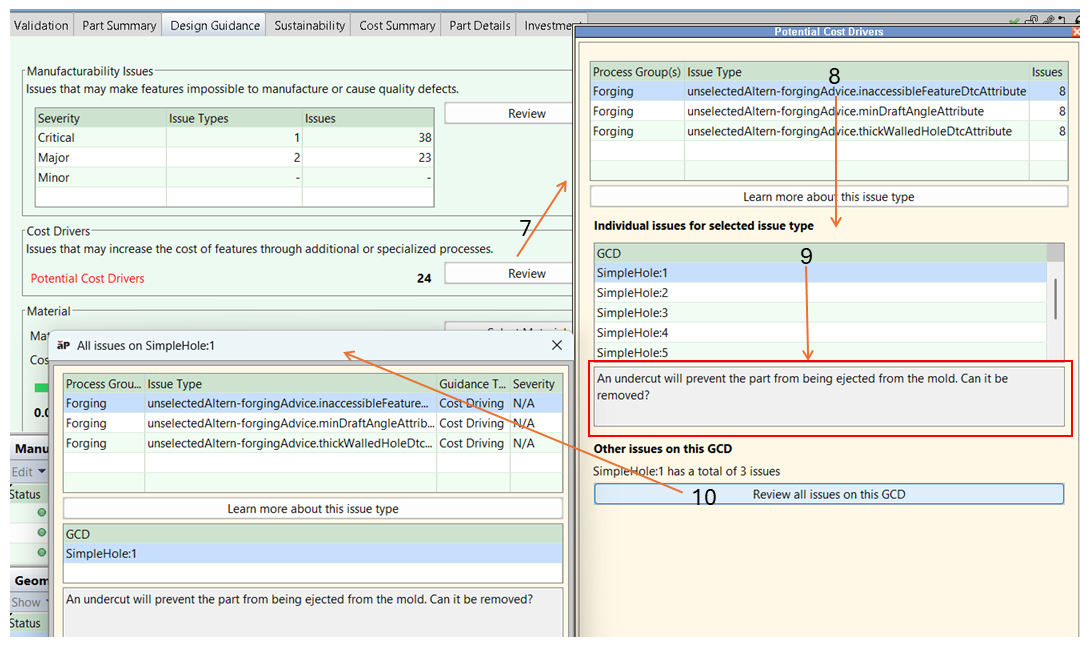
In the Cost Drivers section of the Design Guidance tab, click Review. The Potential Cost Drivers dialog appears.
-
Select a cost-driving issue type in the top table. The table Individual issues for selected issue type displays all the individual issues of the selected type.
-
Select an individual issue. Text below the table describes the issue, including its impact and suggested remedy.
-
If the GCD associated with the issue has other cost-driving issues, the Review all issues on this GCD button appears at the bottom of the dialog. Click it to display a table with all the GCD's cost-driving issues of any issue type. Click an issue to display a description of it.
Additional Sections
Material
aP Pro does not recommend changes to a selected material, but identifies it as a major cost driver and gives you the tools you need to evaluate it and decide whether to make such changes.
Note: The gauge shows “Cost per Volume” rather than “Cost Per Mass,” which makes it easier to compare materials of differing density.
Stock and Utilization
aP Pro does not determine if a stock utilization percentage value is good or bad, but this panel enables you to consider adjusting allowances to reduce the space between the part outline and the stock outline.
-
You might consider dividing the part into two parts that are then joined to avoid generating a large amount of scrap.
-
If you have a lot of space between the part outline and the stock outline, you can easily adjust allowances from here, rather than adjusting specific Process Setup Options.
-
You can also select any stock in the Digital Factory that is large enough to accommodate the part, which gives you more flexibility than provided by the standard Material Selection dialog (see View and Edit a Material), where your choice may be more limited.
Tolerances and Finishing Operations
The Features with specialized finishing list shows if those tolerances are driving special operations and are, therefore, significant cost drivers. If you can adjust your tolerance to the most appropriate value so that fewer GCDs require a special finishing operation, you can significantly reduce your cost.
Machining Setups
Identifies the count of different orientations in which the part must be held in to machine all of the features and surfaces.
Holes and Fillets
Use this section to identify if you can limit the number of different-sized holes and fillets in your part to reduce the number of tool changes required to manufacture it. Also, evaluate whether your part uses standard sizes so that common tools can be used rather than specialized or custom tools.
Slow Operations - Cycle Time Contribution
This section identifies ball-end milling operations that are valid but which take a long time to complete and therefore increase costs. Consider whether these operations could instead be performed by facing or side-milling operations, either through part design modifications or different setups.